Driehoekige stalen toren Driehoekig torenlichaam met gelijke helling of variabele helling en stalen dwarsdoorsnede met hoek voor communicatie

De hoekige stalen toren met 3 potenbehoort tot het technische gebied van de productie van communicatieapparatuur, heeft met name betrekking op een driehoekige draadloze communicatietoren, omvat torenlichaam, bliksemafleider, torenlichaam wordt gevormd door driehoekige torenlichaamoverlapping, de torenvoet van het torenlichaam is op de grond bevestigd, bliksemafleider strekt zich uit uit de bovenkant van het torenlichaam, het torenlichaam is de torenlichaamoverlapping met gelijke helling of eenmalige variabele helling, de dwarsdoorsnede van het torenlichaam is hoekstaal, gelijkzijdige driehoek van de dwarsbalkomhullingsstructuur, het torenlichaam is voorzien van een aantal bedieningsplatforms opeenvolgend van boven naar onderkant. Het gebruiksmodel onthult dat een driehoekige draadloze communicatietoren de voordelen heeft van veiligheid en betrouwbaarheid, en een eenvoudige structuur.
Productbeschrijving
| Ontwerp |
| 1. Ontwerpcode |
ANSI/TIA-222-G/H/F, EN 1991-1-4 & EN 1993-3-1 |
| Structuur staal |
| 2. Graad |
Zacht staal |
Staal met hoge treksterkte |
| GB/T 700: Q235B, Q235C, Q235D |
GB/T1591: Q355B, Q355C, Q355D |
| ASTM A36 |
ASTM A572 Gr50 |
| EN10025: S235JR, S235J0,S235J2 |
EN10025: S355JR, S355J0,S355J2 |
| 3. Ontwerp windsnelheid |
Tot 250 km/u |
| 4. Toegestane doorbuiging |
0,5 ~1,0 graad @ operationele snelheid |
| 5. Treksterkte (Mpa) |
360~510 |
470~630 |
| 6. Opbrengststerkte (t≤16mm) (Mpa) |
235 |
355 |
| 7. Verlenging (%) |
20 |
24 |
| 8. Slagsterkte KV (J) |
27(20°C)---Q235B(S235JR) |
27(20°C)---Q345B(S355JR) |
| 27(0°C)---Q235C(S235J0) |
27(0°C)---Q345C(S355J0) |
| 27(-20°C)---Q235D(S235J2) |
27(-20°C)---Q345D(S355J2) |
| Bouten & Moeren |
| 9. Cijfer |
Graad 4,8, 6,8, 8,8 |
| 10. Normen voor mechanische eigenschappen |
| 10.1 Bouten |
ISO898-1 |
| 10.2 Moeren |
ISO898-2 |
| 10.3 Sluitringen |
ISO6507-1 |
| 11. Normen voor afmetingen |
| 11.1 Bouten |
DIN7990, DIN931, DIN933 |
| 11.2 Moeren |
ISO4032, ISO4034 |
| 11.3 Sluitringen |
DIN7989, DIN127B, ISO7091 |
| Lassen |
| 12. Methode |
CO2-afgeschermd booglassen en ondergedompeld booglassen (SAW) |
| 13. Standaard |
AWS D1.1 |
| Verzinken |
| 14. Galvanisatienorm van stalen profielen |
ISO 1461 of ASTM A123 |
| 15. Galvanisatienorm van bouten en moeren |
ISO 1461 of ASTM A153 |
Wat is een hoekig stalen torenlichaam met drie poten?
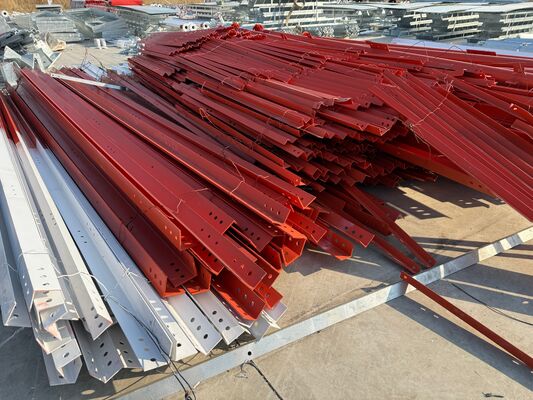
Het lichaam van een hoekige stalen toren met drie poten is de dragende kernstructuur van de toren, gekenmerkt door een driehoekige (piramideachtige) configuratie. Het bestaat uit drie verticale stalen poten (of kolommen) die aan de bovenkant zijn verbonden, met extra hoekige stalen verbindingselementen die de poten over de hele hoogte met elkaar verbinden. De carrosserie is doorgaans vervaardigd uit gegalvaniseerde stalen profielen en is ontworpen om op efficiënte wijze zowel verticale belastingen (bijvoorbeeld het gewicht van antennes, apparatuur en de toren zelf) als horizontale belastingen (bijvoorbeeld wind, sneeuw of seismische krachten) te weerstaan. Het hoekige ontwerp en het driehoekige frame zorgen voor uitzonderlijke stabiliteit, zelfs onder zware omgevingsomstandigheden, terwijl het gegalvaniseerde staal corrosiebestendigheid en duurzaamheid op lange termijn garandeert. Het lichaam dient als de primaire ondersteuningsstructuur voor het monteren van communicatie-, krachtoverbrengings- of bewakingsapparatuur.
Wat is een hoekige stalen torenvoet met 3 poten?
De "voet" van een hoekige stalen toren met drie poten verwijst naar het basisgedeelte van elke verticale poot, dat aansluit op de fundering van de toren. Het is een cruciaal onderdeel dat verantwoordelijk is voor het overbrengen van het volledige gewicht van de toren en zijn belastingen (apparatuur, wind, enz.) naar de onderliggende fundering, waardoor de constructie veilig aan de grond wordt verankerd. De voeten zijn doorgaans ontworpen met verbindingsplaten, bouten of ankerpunten die stevig aan de betonnen of versterkte fundering hechten. De voeten zijn gemaakt van hoogwaardig gegalvaniseerd staal (in overeenstemming met het torenlichaam) en zijn ontworpen om weerstand te bieden aan schuif-, trek- en compressiekrachten, waardoor wordt voorkomen dat de toren verschuift of omvalt. Hun ontwerp is afgestemd op de geologische omstandigheden van de locatie, waardoor compatibiliteit met de fundering wordt gegarandeerd voor maximale stabiliteit.
Wat is een ladder en kabelgoot van een hoekige stalen toren met 3 poten?
- Ladder: Een component met veiligheidstoegang die langs het torenlichaam is geïnstalleerd en een veilig pad biedt voor werknemers om naar de top (of tussenplatforms) te klimmen voor installatie, onderhoud of inspectie. Ladders zijn doorgaans gemaakt van gegalvaniseerd staal voor corrosiebestendigheid en sterkte, met sporten die op standaardafstanden van elkaar zijn geplaatst voor comfortabel klimmen. Ze kunnen veiligheidsvoorzieningen omvatten zoals leuningen, valstopsystemen of kooiomheiningen om werknemers tegen vallen te beschermen.
- Kabelgoot: Een structureel kanaal of bak gemonteerd op het torenlichaam, ontworpen om kabels (bijvoorbeeld communicatiekabels, stroomkabels of signaaldraden) die tussen de basis van de toren en de apparatuur bovenaan lopen, te ordenen, ondersteunen en beschermen. Kabelgoten houden de kabels netjes, voorkomen dat ze in de war raken of beschadigd raken door omgevingsfactoren (wind, regen, UV-straling) en vergemakkelijken de toegang voor onderhoud. Net als andere torencomponenten zijn ze vaak gemaakt van gegalvaniseerd staal om duurzaamheid en compatibiliteit met het corrosiebestendige ontwerp van de toren te garanderen. Samen versterken de ladder en de kabelgoot de functionaliteit van de toren door veilige toegang en efficiënt kabelbeheer mogelijk te maken.
Hoe installeer ik een hoekige stalen toren met 3 poten?
De installatie van een hoekige stalen toren met drie poten volgt een systematisch, op veiligheid gericht proces:
- Locatieonderzoek en voorbereiding van de fundering: Voer eerst een gedetailleerd locatieonderzoek uit om de optimale locatie te bepalen, de geologische omstandigheden te beoordelen en potentiële omgevings- of structurele beperkingen te identificeren (bijvoorbeeld windsnelheden, seismische activiteit). Bouw vervolgens een robuuste fundering (meestal beton of gewapend beton) die is afgestemd op het gewicht en de belastingsvereisten van de toren. De fundering moet waterpas zijn en stevig verankerd zijn in de grond om de voeten van de toren te ondersteunen.
- Assemblage van torencomponenten: Transport van geprefabriceerde onderdelen (stalen poten, verbindingselementen, ladder, kabelgoot) naar de werf. Monteer het driehoekige torenlichaam ter plaatse: lijn de drie poten uit, bevestig de hoekige verbindingselementen om de piramidestructuur te vormen en installeer tijdens de montage hulpcomponenten zoals de ladder en de kabelgoot.
- Toren erectie: Gebruik kranen of speciale hijsapparatuur om de geassembleerde toren (of delen ervan, voor hogere torens) in een verticale positie te brengen. Lijn de voeten van de toren zorgvuldig uit met de ankerpunten van de fundering en zet ze vast met bouten of ankers om de toren op zijn plaats te vergrendelen.
- Installatie van apparatuur: Monteer de beoogde apparatuur (bijv. antennes, magnetronschotels, elektriciteitskabels) op het bovenste platform van de toren of op de aangewezen montagepunten. Leid de kabels door de vooraf geïnstalleerde kabelgoot en verbind de apparatuur met de basis.
- Kwaliteitscontrole en veiligheidscontroles: Voer strikte kwaliteitscontroles uit om de structurele integriteit van de toren te verifiëren (bijv. vastzitten van bouten, uitlijning van componenten, corrosieweerstand). Implementeer tijdens de hele installatie veiligheidsprotocollen (bijvoorbeeld valbescherming voor werknemers, testen van de belasting van apparatuur) om naleving van de industrienormen te garanderen. Laatste controles bevestigen dat de toren stabiel is, dat de apparatuur correct is geïnstalleerd en dat alle systemen functioneren zoals bedoeld.
Galvaniseren van hoekige stalen torentesten.
Galvaniseren is een cruciaal proces voor hoekige stalen torens (zoals hoekige stalen torens met drie poten), omdat het corrosieweerstand biedt en de levensduur van de constructie verlengt in ruwe buitenomgevingen (bijvoorbeeld blootstelling aan wind, regen, vochtigheid en industriële verontreinigende stoffen). Om ervoor te zorgen dat de gegalvaniseerde coating voldoet aan de kwaliteitsnormen en presteert zoals bedoeld, wordt een reeks rigoureuze testprocedures uitgevoerd. Hieronder vindt u een gedetailleerd overzicht van verzinkingstesten voor hoekige stalen torens:
1. Kerndoelstellingen van galvaniserende testen
De primaire doelen van testen zijn het verifiëren van:
Voldoende laagdikte (om langdurige bescherming tegen corrosie te garanderen).
Uniformiteit en hechting van de zinklaag (om afbladderen of schilferen te voorkomen).
Vrij van gebreken (bijvoorbeeld scheuren, putten, kale plekken of overmatige zinkophoping).
Corrosiebestendigheid (om te bevestigen dat de coating bestand is tegen aantasting door het milieu).
2. Belangrijkste testmethoden voor gegalvaniseerde hoekige stalen torens
Het testen wordt doorgaans in twee fasen uitgevoerd: na het galvaniseren in de fabriek (op afzonderlijke componenten zoals poten, verbindingselementen of laddersporten) en na de installatie (controles ter plaatse op de geassembleerde toren). De meest voorkomende methoden zijn:
A. Meting van laagdikte
De dikte van de zinkcoating heeft een directe invloed op de corrosieweerstand; een te dunne laag zal voortijdig bezwijken, terwijl een te dikke laag broosheid of een slechte pasvorm van componenten kan veroorzaken.
Testnormen: Voldoet aan internationale normen zoals ASTM A123 (voor thermisch verzinken van constructiestaal) of ISO 1461 (voor thermisch verzinkte coatings op ijzeren en stalen artikelen).
Testhulpmiddelen:
Magnetische diktemeter: de meest gebruikte niet-destructieve methode. Het meet de afstand tussen een magnetische sonde en het stalen substraat en berekent de laagdikte. Metingen worden op meerdere punten (bijvoorbeeld 3-5 punten per vierkante meter) van elk onderdeel uitgevoerd, waarbij de nadruk ligt op gebieden met hoge spanning (bijvoorbeeld pootverbindingen, boutgaten) en moeilijk te coaten gebieden.
Micrometer (destructief): Ter verificatie kan een klein deel van het onderdeel worden afgesneden en wordt de laagdikte direct gemeten met een micrometer (alleen gebruikt voor het testen van monsters, niet voor afgewerkte onderdelen).
Acceptatiecriteria: Typische minimale diktes variëren van 85–120 μm (micrometer) voor structurele stalen componenten, afhankelijk van de dikte en toepassing van het staal (torens in kust- of industriële gebieden kunnen bijvoorbeeld dikkere coatings vereisen).
B. Hechtingstests (hechtsterkte)
Een sterke verbinding tussen de zinklaag en het stalen substraat voorkomt afbladderen tijdens transport, installatie of blootstelling aan mechanische spanning (bijvoorbeeld door wind veroorzaakte trillingen).
Buigtest: Een monster van het gegalvaniseerde staal (bijvoorbeeld een stuk hoekig staal) wordt 180° rond een doorn gebogen (diameter passend bij de dikte van het staal). Na het buigen wordt de coating geïnspecteerd op scheuren, afbladderen of loslaten van het staal. Geen zichtbare onthechting is aanvaardbaar.
Hamertest: Een verzwaarde hamer (doorgaans 0,5–1 kg) wordt op meerdere punten stevig tegen de coating geslagen. De coating mag niet afbrokkelen, afbladderen of loskomen; alleen kleine inkepingen (zonder het stalen substraat bloot te leggen) zijn toegestaan.
Mestest: Met een scherp, niet-gekarteld mes wordt een kruisvormige snede (rasterpatroon) in de coating gemaakt. Plakband wordt over de snede aangebracht en snel afgepeld; minimale verwijdering van de coating (indien aanwezig) is toegestaan.
C. Visuele inspectie en inspectie van oppervlaktedefecten
Visuele inspectie identificeert duidelijke gebreken die de integriteit van de coating in gevaar brengen.
Procedure: Inspecteer elk gegalvaniseerd onderdeel (en de gemonteerde toren) met het blote oog of een vergrootglas (10x vergroting) op:
Kale plekken (blootgesteld staal), putjes of gaatjes.
Scheuren, blaasjes of ongelijkmatige zinkophoping (bijvoorbeeld "loopt" of "druppelt" door onjuist galvaniseren).
Verontreinigingen (bijvoorbeeld olie-, vuil- of oxidelagen onder de coating).
Acceptatiecriteria: Er mag geen blank staal zichtbaar zijn; Kleine onregelmatigheden in het oppervlak (bijv. kleine zinkknobbeltjes) zijn acceptabel als ze de pasvorm van de componenten of de structurele prestaties niet beïnvloeden.
D. Testen van corrosiebestendigheid
Dit verifieert het vermogen van de coating om in de loop van de tijd roest en degradatie te weerstaan.
Zoutneveltest (misttest): Een gebruikelijke versnelde corrosietest (volgens ASTM B117 of ISO 9227). Gegalvaniseerde monsters worden in een kamer geplaatst waar een continue nevel van 5% natriumchloride (zout water) wordt gespoten bij een gecontroleerde temperatuur (35°C). De monsters worden periodiek (bijvoorbeeld na 24, 48, 100 of 500 uur) geïnspecteerd op tekenen van rode roest (staalcorrosie) of witte roest (zinkoxidatie).
Acceptatie: Voor structurele torens moet de coating minimaal 100–500 uur bestand zijn tegen rode roest (afhankelijk van de toepassingsomgeving). Witte roest (een tijdelijke zinkoxidelaag) is normaal en duidt niet op een defect, maar mag zich niet overmatig verspreiden.
Veldblootstellingstest: Langdurige tests omvatten het installeren van monstercomponenten in de beoogde omgeving van de toren (bijvoorbeeld kust-, woestijn- of industriële gebieden) en het monitoren van corrosie gedurende maanden of jaren. Dit valideert de prestaties in de echte wereld.
E. Analyse van de chemische samenstelling (optioneel)
Om er zeker van te zijn dat de zinklaag aan de zuiverheidsnormen voldoet, kan er een chemische analyse worden uitgevoerd op het galvaniseerbad of op de coatingmonsters.
Testmethode: Atoomabsorptiespectroscopie (AAS) of röntgenfluorescentie (XRF) om het zinkgehalte te meten (typisch ≥98% puur zink voor thermisch verzinken) en onzuiverheden op te sporen (bijv. lood, ijzer) die de kwaliteit van de coating zouden kunnen verminderen.
3. Testnormen en naleving
Galvanisatietests voor hoekige stalen torens moeten voldoen aan branchespecifieke normen om consistentie en betrouwbaarheid te garanderen:
ASTM-normen: ASTM A123 (thermisch verzinken), ASTM B117 (zoutsproeitest), ASTM A817 (gegalvaniseerd staal voor zendmasten).
ISO-normen: ISO 1461 (gegalvaniseerde coatings), ISO 9227 (zoutsproeitest).
Lokale/industriespecifieke normen: Voor telecommunicatie- of elektriciteitstransmissietorens kunnen aanvullende eisen worden gesteld door regelgevende instanties (bijv. IEEE voor energie-infrastructuur, ITU voor telecommunicatietorens) of projectspecificaties.
4. Testen na installatie
Nadat de toren is gemonteerd en geïnstalleerd, worden er steekproeven uitgevoerd om te bevestigen dat de gegalvaniseerde coating niet is beschadigd tijdens transport, hijsen of montage:
Meet de laagdikte opnieuw bij kritische verbindingen (bijv. verbindingen tussen pootjes en fundering, bevestigingen van ladders).
Inspecteer op krassen, deuken of schaafwonden waardoor het stalen substraat mogelijk bloot is komen te liggen (bijwerken met zinkrijke verf als de schade gering is).
Controleer of de boutgaten en verbindingspunten (gebieden met hoge slijtage) voldoende laagdikte behouden.
Samenvatting
Het verzinken van hoekige stalen torens is een veelomvattend proces dat zich richt op dikte, hechting, oppervlaktekwaliteit en corrosieweerstand. Door het naleven van strikte normen en het uitvoeren van zowel fabrieks- als on-site tests, wordt de integriteit van de zinklaag gewaarborgd, waardoor de toren bestand is tegen zware omgevingsomstandigheden en langdurige betrouwbaarheid kan leveren in telecommunicatie, energietransmissie en andere infrastructuurtoepassingen.
Klik hier voor meer informatie!!!!!!
Verpakking en verzending
Samenwerking Klanten
Certificeringen
Klik hier voor meer informatie!!!!!!
Aangepaste productsoorten en voordeel
Zelfdragende toren
De zelfdragende toren is meestal een toren met 3 of 4 poten en het materiaal is stalen buis of hoekstaal. Wat de verbinding betreft, is de buisvormige toren verbonden door een flens, en de stalen hoektoren is verbonden door moeren en bouten.
Functies:
1. Kleine windbelastingscoëfficiënt, sterke windweerstand.
2. Bespaar landbronnen, gunstige locatie.
Handig transport en installatie.
Pijp stalen toren
De buistoren verwijst naar een zelfdragende hoogbouw staalconstructie met een torenkolom van stalen buizen en een torenlichaamsdeel in een driehoekige vorm. De belangrijkste kenmerken zijn dat de torenkolom met drie buizen is gemaakt van stalen buizen en dat het torenlichaamsgedeelte een driehoekige vorm heeft, wat een hoge staalconstructie is die verschilt van hoekstaal.
Monopole-toren
Monopole-toren is een veelgebruikt type, heeft een mooi uiterlijk, beslaat een klein oppervlak van 9 tot 18 vierkante meter, is kosteneffectief en wordt door het grootste deel van de constructie overgenomen. Het torenlichaam neemt een redelijker gedeelte aan, dat is verbonden door middel van een bout met hoge sterkte of overlap (slipverbinding). Het heeft de kenmerken van eenvoudige installatie en kan zich aanpassen aan een verscheidenheid aan gecompliceerde veldlocaties.
Guyed-toren
De getuide toren heeft een nieuw uiterlijk en het grootste kenmerk wordt versterkt door het gebruik van stalen spandraad. Guyed Tower is een veel voorkomend type communicatietoren dat economisch en praktisch is. Het is lichter en goedkoper dan de anderen. Het is zeer geschikt voor de geografische uitgestrekte gebieden.
Wachttoren
De uitkijktoren is een multifunctioneel gebouw dat voornamelijk wordt gebruikt voor het observeren van de omgeving en een belangrijke rol speelt op meerdere terreinen. Het ontwerp benadrukt harmonie en eenheid met de natuurlijke omgeving, en de bouwstijl wordt meestal afgestemd op de omringende omgeving. Uitkijktorens zijn meestal samengesteld uit torenlichamen, platforms, torens en ladders, met compacte en duurzame constructies.
Gecamoufleerde boomtoren
De gecamoufleerde boomtoren is ook een soort kunstmatige boom van de Bionische boomtoren, op de basis als een echte, plus het nauwgezette ontwerp. Wanneer het tussen de echte bomen in het bezienswaardighedengebied, het park en het plein wordt geplaatst, zal het een deel van de natuur zijn.
Functies:
1. Prachtige structuur en prachtige uitstraling.
2. Sterke structurele stabiliteit en lange levensduur.
3. Kleine oppervlaktedekking en groot economisch effect.
Onze diensten
JIAYAO CO., LTD. is een professionele fabrikant van telecomtorens en goedgekeurd door ISO9001. We streven ernaar om klanten de meest geoptimaliseerde oplossingen en de beste communicatietoren te bieden. Veel producten zijn geëxporteerd naar de VS, Europa en andere 55 verschillende landen.
Wij zijn gespecialiseerd in het ontwerpen en produceren van stalen hoektorens, stalen buistorens, monopole torens, pijnboomtorens, getuide torens en wachttorens. Onze afdelingen omvatten ontwerp-, R&D-, inspectie-, laboratorium-, QC-, galvanisatie- en stalen torenafdelingen. Onze grondstoffen zijn afkomstig van beroemde staalfabrieken in China: HBIS Group, Baowu Steel Group, Shougang Group.
Als u het nodig heeft, heten wij u 24 uur per dag van harte welkom!

 Uw bericht moet tussen de 20-3.000 tekens bevatten!
Uw bericht moet tussen de 20-3.000 tekens bevatten!