JIAYAO CO., LTD.

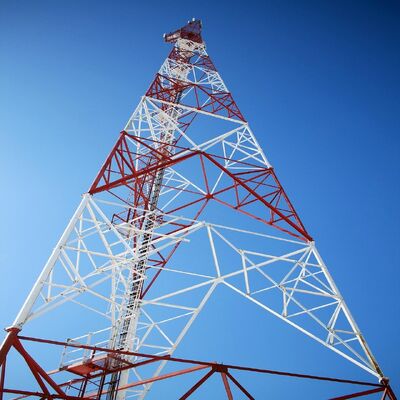
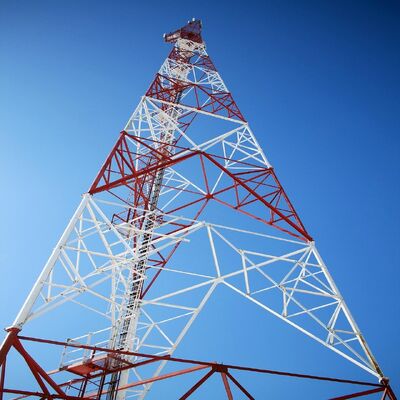
De driebenige hoekige stalen torenbehoort tot het technische gebied van de productie van communicatieapparatuur, met name betrekking heeft op een driehoekige draadloze communicatietoren, bestaat uit torenbody, bliksemscherm,toren lichaam is gevormd door driehoekige toren lichaam lap, de torenvoet van het torenlichaam is op de grond bevestigd, de bliksemstaaf strekt zich uit van de torenlichaamtop, het torenlichaam is de torenlichaamronde met gelijke helling of eenmalige variabele helling,De dwarsdoorsnede van de toren is van hoekstaal.De toren is een gelijkzijdige driehoek van een dwarsbalk, met een aantal werkplatforms, van boven naar beneden.Het gebruiksmodel onthult dat een driehoekige draadloze communicatietoren de voordelen heeft van veiligheid en betrouwbaarheid., en eenvoudige structuur.
Productbeschrijving
| Ontwerp |
| 1. Ontwerpcode |
Voor de toepassing van de voorschriften van punt 6.1.3 van bijlage I bij Verordening (EG) nr. 1907/2006 moet de in punt 6.1.3 van bijlage I vermelde voorschriften worden nageleefd. |
| Structurele staal |
| 2. Graad |
Zwak staal |
Hoge treksterkte staal |
| GB/T 700:Q235B, Q235C,Q235D |
GB/T1591:Q355B, Q355C,Q355D |
| ASTM A36 |
ASTM A572 Gr50 |
| EN10025: S235JR, S235J0, S235J2 |
EN10025: S355JR, S355J0, S355J2 |
| 3Ontwerpwindsnelheid |
Tot 250 km/u |
| 4. Toegestane afbuiging |
0.5 ~ 1,0 graden @ bedrijfsversnelling |
| 5. Spanningssterkte (Mpa) |
360 tot 510 |
470 ~ 630 |
| 6. Kracht van de uitlaat (t≤16 mm) (Mpa) |
235 |
355 |
| 7. Verlenging (%) |
20 |
24 |
| 8. Schoksterkte KV (J) |
27 ((20°C) --- Q235B ((S235JR) |
27 ((20°C) --- Q345B ((S355JR) |
| 27(0°C)---Q235C(S235J0) |
27 ((0°C) --- Q345C ((S355J0) |
| 27 ((-20°C) --- Q235D ((S235J2) |
27 ((-20°C) --- Q345D ((S355J2) |
| Bolten en moeren |
| 9. Graad |
Graad vier.8, 6.8, 8.8 |
| 10Normen voor mechanische eigenschappen |
| 10.1 Bolten |
ISO 898-1 |
| 10.2 Noten |
ISO 898-2 |
| 10.3 Wasmachines |
ISO 6507-1 |
| 11. Normen voor afmetingen |
| 11.1 Bolten |
DIN7990, DIN931, DIN933 |
| 11.2 Noten |
ISO4032, ISO4034 |
| 11.3 Wasmachines |
DIN7989, DIN127B, ISO7091 |
| Schommelingen |
| 12. methode |
CO2-beschermde booglassen & onderwater booglassen ((SAW)) |
| 13- Standaard. |
AWS D1.1 |
| Verzinking |
| 14- galvanisering van staalprofielen |
ISO 1461 of ASTM A123 |
| 15. Verzinkingsstandaard van bouten en moeren |
ISO 1461 of ASTM A153 |
Wat is een driebenige hoekige stalen toren?
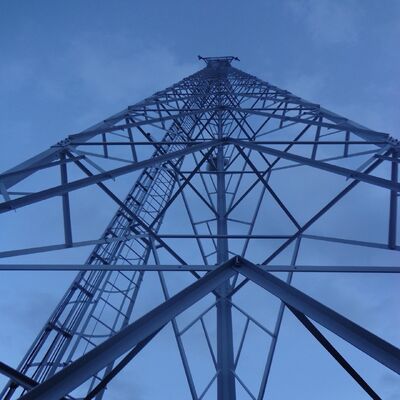
Het lichaam van een driebenige hoekige stalen toren is de kernlastdragende structuur van de toren, gekenmerkt door een driehoekige (piramideachtige) configuratie.Het bestaat uit drie verticale stalen benen (of kolommen) die aan de bovenkant zijn verbonden, met extra hoekige stalen verbindingsdelen die de benen over de hele hoogte verbinden.de carrosserie is ontworpen om beide verticale belastingen efficiënt te weerstaan (eHet hoekige ontwerp en het driehoekige frame zorgen voor uitzonderlijke stabiliteit.zelfs in ruwe omgevingsomstandighedenHet lichaam fungeert als de primaire dragerstructuur voor de montage van communicatie, krachtoverdracht,of bewakingsapparatuur.
Wat is een driebenige hoekige stalen toren voet?
De "voet" van een driebenige hoekige stalen toren verwijst naar het basisgedeelte van elk verticaal been, dat aansluit bij de basis van de toren.Het is een cruciaal onderdeel dat verantwoordelijk is voor de overdracht van het gehele gewicht van de toren en de lasten ervan (apparatuurDe voeten zijn meestal ontworpen met aansluitplaten, bouten,of ankerpunten die stevig aan het betonnen of versterkte fundament bevestigd zijnGebouwd van hoogwaardig gegalvaniseerd staal (in overeenstemming met de torencarrosserie), zijn de voeten ontworpen om scheer-, spanning- en compressie krachten te weerstaan,verhinderen dat de toren verschuift of omvaltHet ontwerp ervan is afgestemd op de geologische omstandigheden van het terrein en zorgt voor compatibiliteit met de fundering voor maximale stabiliteit.
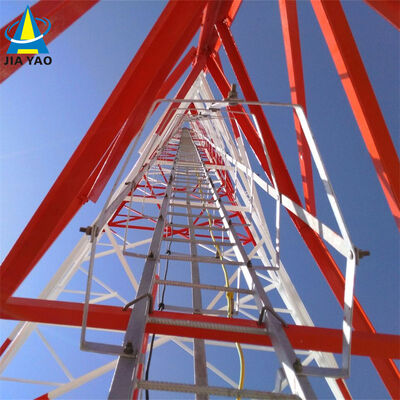
Wat is een ladder en kabelbak van 3 poten hoekige stalen toren?
- De ladder: Een veiligheids-toegangscomponent die langs de toren wordt geïnstalleerd en een veilige weg biedt voor werknemers om naar de top (of tussenplatforms) te klimmen voor installatie, onderhoud of inspectie.Ladders zijn meestal gemaakt van gegalvaniseerd staal voor corrosiebestendigheid en sterkteDeze kunnen veiligheidselementen bevatten zoals leuningen, valbeveiligingssystemen of kooien om werknemers tegen vallen te beschermen.
- Kabelbak: Een structureel kanaal of een op de torenlijst gemonteerde bak, ontworpen om kabels te organiseren, te ondersteunen en te beschermen (bv. communicatiekabels, stroomkabels,De installatie van de toren is gebaseerd op de installatie van de toren (of signaaldraden) die tussen de basis van de toren en de apparatuur aan de bovenkant lopen.. Kabelbakken houden kabels netjes, voorkomen verwarring of beschadiging door omgevingsfactoren (wind, regen, UV-straling) en vergemakkelijken gemakkelijke toegang voor onderhoud.Ze zijn vaak gemaakt van gegalvaniseerd staal om duurzaamheid en compatibiliteit te garanderen met het corrosiebestendige ontwerp van de torenSamen verbeteren de ladder en de kabelbak de functionaliteit van de toren door veilige toegang en efficiënt kabelbeheer mogelijk te maken.
Hoe installeer je een driebenige hoekige stalen toren?
De installatie van een driebenige hoekige stalen toren volgt een systematisch, op veiligheid gerichte proces:
- Veldonderzoek en grondslagvoorbereiding: ten eerste een gedetailleerd terreinonderzoek uitvoeren om de optimale locatie te bepalen, de geologische omstandigheden te beoordelen en mogelijke milieu- of structurele beperkingen te identificeren (bijv. windsnelheden,seismische activiteit)Vervolgens bouw je een stevig fundament (meestal beton of gewapend beton) op maat van het gewicht en de belasting van de toren.De fundering moet vlak zijn en stevig aan de grond zijn verankerd om de voeten van de toren te ondersteunen.
- Montage van torencomponenten: Vervoer van geprefabriceerde onderdelen (staalbenen, verbindingsleden, ladder, kabelbak) naar de bouwplaats.verbind de hoekige verbindingsleden om de piramide structuur te vormen, en de installatie van hulpmiddelen zoals de ladder en de kabelbak tijdens de assemblage.
- Opbouw van de toren: Gebruik kraan of gespecialiseerde heftoestellen om de gemonteerde toren (of delen daarvan, voor hogere torens) verticaal te tillen.Leg de voeten van de toren zorgvuldig in lijn met de ankerpunten van de fundering en bevestig ze met bouten of ankers om de toren op zijn plaats te sluiten.
- Installatie van apparatuur: Monteren van de beoogde apparatuur (bv. antennes, magnetronen, elektriciteitsleidingen) op het bovenste platform van de toren of op aangewezen montagepunten.Routingkabels door de vooraf geïnstalleerde kabelbak, die de apparatuur verbindt met de basis.
- Kwaliteitscontrole en veiligheidscontroles: Uitvoeren van strenge kwaliteitscontroles om de structurele integriteit van de toren te verifiëren (bijv. sluitbaarheid van bouten, uitlijning van onderdelen, corrosiebestendigheid).Implementatie van veiligheidsprotocollen gedurende de installatie (eDe laatste controles bevestigen dat de toren stabiel is en dat de apparatuur correct is geïnstalleerd.en alle systemen functioneren zoals bedoeld.
Galvaniserende hoekstaaltoren testen.
Het galvaniseren is een cruciaal proces voor hoekvormige stalen torens (zoals hoekvormige stalen torens met drie poten), omdat het corrosiebestendigheid biedt en de levensduur van de structuur in buitenruimten verlengt.de moeilijke omgevingen (eOm ervoor te zorgen dat de gegalvaniseerde coating aan de kwaliteitsnormen voldoet en de beoogde prestaties vertoont, moet de geallieerde coating worden gebruikt voor de verwerking van de geallieerde laag.een reeks strenge testprocedures worden uitgevoerdHieronder vindt u een gedetailleerd overzicht van galvaniseringsonderzoek voor hoekstaaltorens:
1Kerndoelstellingen van galvaniseringsonderzoek
De belangrijkste doelstellingen van het testen zijn om te controleren:
Toereikende laagdikte (om langdurige corrosiebescherming te garanderen).
Eenvormigheid en hechting van de zinkcoating (om afschillen of schilferen te voorkomen).
Vrij van gebreken (bijv. scheuren, putten, blote vlekken of overmatige zinkophoping).
Corrosiebestendigheid (om te bevestigen dat de coating bestand is tegen milieuafbraak).
2. Belangrijkste testmethoden voor gegalvaniseerde hoekstaaltorens
De test wordt doorgaans in twee fasen uitgevoerd: na fabrieksverzinking (op afzonderlijke onderdelen zoals benen, verbindingsdelen,of laddertrappen) en na de installatie (controles ter plaatse op de geassembleerde toren)De meest voorkomende methoden zijn:
A. Meting van de laagdikte
De dikte van de zinkcoating beïnvloedt rechtstreeks de corrosiebestendigheid. Een laag die te dun is, zal vroegtijdig falen, terwijl een overtollige dikte broosheid of slechte pasvorm van componenten kan veroorzaken.
Testnormen: Voldoet aan internationale normen zoals ASTM A123 (voor het warm galvaniseren van staal) of ISO 1461 (voor warm galvaniseerde coatings op ijzer- en staalartikelen).
Testinstrumenten:
Magnetische diktemeter: De meest gebruikte niet-destructieve methode die de afstand tussen een magnetische sonde en het stalen substraat meet en de dikte van de coating berekent.De metingen worden op meerdere punten uitgevoerd (e.bv. 3 ̊5 vlekken per vierkante meter) op elk onderdeel, met de nadruk op gebieden met een hoge spanning (bijv. beengewrichten, boutengaten) en moeilijk te bedekken gebieden.
Micrometer (destructief): ter verificatie kan een klein deel van het onderdeel worden gesneden en wordt de laagdikte rechtstreeks met een micrometer gemeten (alleen gebruikt voor monsteronderzoek,niet-afgeronde onderdelen).
Aanvaardingscriteria: typische minimumdikte varieert van 85-120 μm (micrometer) voor structurele staalonderdelen, afhankelijk van de dikte en de toepassing van het staal (bijv.torens in kustgebieden of industriële gebieden kunnen dikkere coatings vereisen).
B. Adhesieonderzoek (bindingssterkte)
Een sterke binding tussen de zinkcoating en het staalsubstraat voorkomt scheuren tijdens transport, installatie of blootstelling aan mechanische spanningen (bijv. windgeïnduceerde trillingen).
Buigproef: een monster van het gegalvaniseerd staal (bijv. een hoekstaalonderdeel) wordt 180° om een mandrel gebogen (diameter overeenkomend met de dikte van het staal).de coating wordt gecontroleerd op scheurenHet is niet aanvaardbaar dat het staal zich zichtbaar losmaakt.
Hamerproef: een gewogen hamer (meestal 0,5 ‰ 1 kg) wordt op meerdere punten stevig tegen de coating geslagen.of opheffen: slechts kleine inkrimpingen (zonder blootstelling van het staalsubstraat) zijn toegestaan.
Knifproef: een scherp, niet-gespeld mes wordt gebruikt om in de coating een kruisgesneden snee te maken (rasterpatroon).minimale coating verwijdering (indien van toepassing) is toegestaan.
C. Visuele en oppervlaktecontrole van gebreken
Bij visuele inspectie worden duidelijke gebreken geïdentificeerd die de integriteit van de coating in gevaar brengen.
Procedure: controleer elk gegalvaniseerd onderdeel (en de gemonteerde toren) met het blote oog of met een vergrootglas (10x vergroting) op:
Naakte vlekken (ontbloot staal), putten of speldgaten.
scheuren, blaren of onevenwichtige zinkophoping (bijv. "lopen" of "druppels" door onjuist galvaniseren).
Verontreiniging (bijv. olie, vuil of oxidelagen onder de coating).
Aanvaardingscriteria: er mag geen kaal staal zichtbaar zijn; kleine oppervlakte-onregelmatigheden (bijv. kleine zinkknobbeltjes) zijn aanvaardbaar indien deze geen invloed hebben op de pasvorm van de onderdelen of de structurele prestaties.
D. Corrosiebestendigheidstests
Dit bevestigt het vermogen van de coating om rust en afbraak in de loop van de tijd te weerstaan.
Zoutspray (nevel) -test: een gemeenschappelijke versnelde corrosieproef (volgens ASTM B117 of ISO 9227).De gegalvaniseerde monsters worden in een kamer geplaatst waar een continue mist van 5% natriumchloride (zoutwater) bij gereguleerde temperatuur (35°C) wordt gespoten.De monsters worden periodiek (bijv. na 24, 48, 100 of 500 uur) gecontroleerd op tekenen van rode roest (roest van staal) of witte roest (oxydatie van zink).
Aanvaardbaarheid: voor structurele torens moet de coating minstens 100-500 uur bestand zijn tegen rode roest (afhankelijk van de toepassingsomgeving).Witte roest (een tijdelijke laag zinkoxide) is normaal en duidt niet op storing, maar het mag zich niet overdreven verspreiden.
Veldblootstellingstest: Langetermijntesting omvat het installeren van monstercomponenten in de beoogde omgeving van de toren (bijv. kust, woestijn,Het is de bedoeling dat de Commissie de volgende maatregelen zal nemen:Dit valideert de prestaties in de echte wereld.
E. Analyse van de chemische samenstelling (facultatief)
Om ervoor te zorgen dat de zinkcoating aan de zuiverheidsnormen voldoet, kan op het galvaniseringsbad of de coatingmonsters een chemische analyse worden uitgevoerd.
Testmethode: Atomaire absorptiespectroscopie (AAS) of röntgenfluorescentie (XRF) om het zinkgehalte te meten (typisch ≥98% zuiver zink bij warmdipverzinking) en om onzuiverheden (bijv. lood,de kwaliteit van de coating kan verminderen..
3Testnormen en naleving
Voor het galvaniseren van hoekvormige stalen torens moeten specifieke normen van de branche worden nageleefd om de consistentie en betrouwbaarheid te waarborgen:
ASTM-normen: ASTM A123 (warmdip galvaniseren), ASTM B117 (zoutspray-test), ASTM A817 (galvaniseerd staal voor transmissietorens).
ISO-normen: ISO 1461 (gegalvaniseerde coatings), ISO 9227 (zoutspray-test).
Plaatselijke/industrie-specifieke normen: Voor telecommunicatie- of elektriciteitstransmissie torens kunnen aanvullende eisen worden gesteld door regelgevende instanties (bijv. IEEE voor elektriciteitsinfrastructuur,ITU voor telecommunicatietorens) of project specificaties.
4. Test na installatie
Nadat de toren is geassembleerd en geïnstalleerd, worden er plaats-controles uitgevoerd om te bevestigen dat de gegalvaniseerde coating niet is beschadigd tijdens transport, opheffing of assemblage:
De dikte van de bekleding wordt opnieuw gemeten bij kritieke verbindingen (bijv. verbindingen van been tot fundering, ladder bevestigingen).
Controleer of er geen krassen, buizen of schaafwonden zijn die het stalen substraat kunnen hebben blootgesteld (verf met zinkrijke verf indien de schade gering is).
Controleer of de boutengaten en aansluitpunten (hoog slijtagegebieden) een voldoende laagdikte behouden.
Samenvatting
Galvaniseringsonderzoek voor hoekige stalen torens is een uitgebreid proces dat zich richt op dikte, hechting, oppervlakte kwaliteit en corrosiebestendigheid.Door te voldoen aan strenge normen en door zowel fabrieks- als tests ter plaatse uit te voeren, wordt de integriteit van de zinkcoating gewaarborgd, waardoor de toren bestand is tegen moeilijke omgevingsomstandigheden en langdurige betrouwbaarheid biedt in telecommunicatie, elektriciteitsoverdracht,en andere infrastructuurtoepassingen.
Klik hier voor meer informatie!!!!!!
Verpakking en verzending
- Ik weet het niet.
Samenwerkingsverband
- Ik weet het niet.
Certificeringen
- Ik weet het niet.
Klik hier voor meer informatie!!!!!!
Op maat gemaakte productsoorten & voordeel
Zelfhoudende toren
Een zelfdragende toren is meestal een toren met 3 of 4 poten, en het materiaal is staalpijp of hoekstaal.en hoek staal toren is verbonden met moeren en bouten.
Kenmerken:
1Kleine windbelasting, sterke windweerstand.
2- Spaar land, gunstige locatie.
Gemakkelijk vervoer en installatie.
Pipe Steel Tower
De buistoren verwijst naar een zelfdragende hoge stalen structuur met een torenkolom van stalen buizen en een torenkarosserie in driehoekige vorm.De belangrijkste kenmerken zijn dat de drie buis toren kolom is gemaakt van stalen buizen en de toren lichaam sectie is in een driehoekige vorm, dat een hoge stalen constructie is die verschilt van hoekstaal.
Monopoletoren
Monopoletoren zijn een veelgebruikt type, met een mooi uiterlijk, met een klein oppervlak van 9 tot 18 vierkante meter, kosteneffectief en worden door de meerderheid van de bouw gebruikt.De toren heeft een redelijker gedeelte., die is verbonden door middel van een hoge sterkte bol of overlappende ((slip verbinding). Het heeft de kenmerken van een gemakkelijke installatie en kan zich aanpassen aan een verscheidenheid aan ingewikkelde terreinen.
Guyed Tower
De toren heeft een nieuw uiterlijk en het grootste kenmerk is dat deze wordt versterkt door het gebruik van staaldraad.De toren is een gebruikelijk type communicatietoren die economisch en praktisch is.Het is lichter en goedkoper dan de andere.Het is zeer geschikt voor de brede geografische gebieden.
Wachttoren
De wachttoren is een multifunctioneel gebouw dat hoofdzakelijk wordt gebruikt om de omgeving te observeren en een belangrijke rol speelt op meerdere gebieden.Het ontwerp benadrukt harmonie en eenheid met de natuurlijke omgevingWaarnemingstorens zijn meestal samengesteld uit torenlichamen, platforms, torens en ladders.met compacte en duurzame structuren.
Verhulde boomtoren
De camouflerde boomtoren is ook een soort kunstmatige boom van Bionic boomtoren, op de basis als een echte, plus het nauwkeurige ontwerp, wanneer geplaatst tussen de echte bomen in sightseeing gebied,park en plein, zal het een deel van de natuur zijn.
Kenmerken:
1Uitstekende structuur en prachtig uiterlijk.
2- Sterke structurele stabiliteit en lange levensduur.
3Kleine oppervlakte en grote economische effecten.
Onze diensten
JIAYAO CO., LTD. is een professionele telecom toren fabrikant en goedgekeurd door ISO9001.Veel producten zijn geëxporteerd naar de VS, Europa en 55 andere landen.
Wij zijn gespecialiseerd in het ontwerpen en produceren van hoek staal toren, buis staal toren, monopool toren, pijnboom toren, guyed toren en wachttoren.laboratoriumOnze grondstoffen komen van beroemde staalfabrieken in China: HBIS Group, Baowu Steel Group, Shougang Group.
- Ik weet het niet.
Als je het nodig hebt, zijn we je 24 uur per dag welkom!

 Uw bericht moet tussen de 20-3.000 tekens bevatten!
Uw bericht moet tussen de 20-3.000 tekens bevatten!